

新闻资讯







联系方式
- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市宝安区福永街道新和社区福园一路华发工业园Α4栋3楼
剖析锂电池激光焊接机不同部位的焊接难点-镭康激光
来源:深圳市镭康机械设备有限公司发表时间:2022-07-25
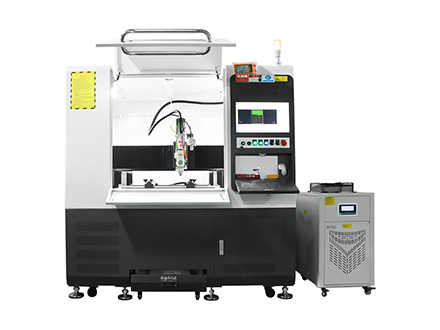
伴随着电动车的大量遍及,锂电池的焊接同样成很多生产厂家企业的首要生产工作,不同表面的锂电池与之对应有不同的焊接难点,下面详细给各位顺次说明其焊接难点。

1.软包极耳焊接,对焊接工装要求较高,必须将极耳压牢,保障焊接空隙。可实现S形、螺旋形等复杂轨迹的高速焊接,增大焊缝结合面积的同时增强焊接强度。
2.圆柱电芯的焊接主要用在正极的焊接,因为负极部位壳体薄,极容易焊穿。如当前一些厂家选用的负极免焊接技术,正极选用的为激光焊接。
3.方形电池组合焊接时,极柱或連接片受污染后,焊接連接片时,污染物分化,易产生焊接炸点,导致孔洞;极柱较薄、下有塑料或陶瓷结构件的电池,容易焊穿。极柱比比较小时,也容易焊偏至塑料烧损,产生爆点。不要使用多层連接片,层之间有孔隙,不易焊牢。
4.方型电池的焊接技术最重要的工序是壳盖的封装,按照位置的不同分为顶盖和底盖的焊接。有些电池厂家因为生产的电池体积不大,选用了“拉深”技术制作电池壳,只要进行顶盖的焊接。方形电池焊接方法主要分为侧焊和顶焊,其中侧焊的主要好处是对电芯内部的影响比比较小,飞溅物不会随便进入壳盖内侧。因为焊接后可能会导致凸起,这对后续技术的装配会有些微影响,因此侧焊技术对激光器的稳定性、材料的洁净度等要求极高。而顶焊技术因为焊接在一个面上,对焊接设备集成要求比比较低,量产化简单,但是也有两个不利之处,一是焊接可能会有少量飞溅进入电芯内,二是壳体前段加工要求高会导致花费问题。
高效精密的激光焊接可以极大提升汽车动力电池的安全性和使用寿命,将为此后的汽车动力技术带来革命化进步;动力电池的激光焊接部位多,有耐压和漏夜测试要求,材料大多为铝材,因为焊接难度大,对焊接技术的要求更加高。动力电池壳体的焊接主要是侧焊与顶焊两种,两方之间各有优缺点,而铝壳电池因为其材料的特殊性,容易呈现凸起、气孔等问题,方形电池焊接在拐弯处容易呈现问题。
相关推荐
- 2026-06-24钟表激光切割机功能性零件切割和钻孔
- 2026-05-08精密焊接导丝激光焊接机赋能高端制造
- 2025-03-28医疗精密焊接针管激光焊接机
- 2023-02-06光纤激光打标机的使用寿命很长 那是为什么呢?-镭康激...
- 2022-11-15内窥镜蛇骨激光切割机样品(激光切割的优势)-镭康激...
- 2022-11-09激光焊接机应用在医疗器材有多大的好处-镭康激光
- 2022-11-09激光打标机对彩色不锈钢的应用有什么不同?-镭康激光
- 2022-11-09激光焊接机焊接处有缺口原因是为什么?-镭康激光
- 2022-11-09激光打标机在打标延时怎么处理-镭康激光
- 2022-11-09光纤激光切割机工作的情况如何?-镭康激光

 粤公网安备 44030602002775号
粤公网安备 44030602002775号
