

新闻资讯







- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市宝安区福永街道新和社区福园一路华发工业园Α4栋3楼
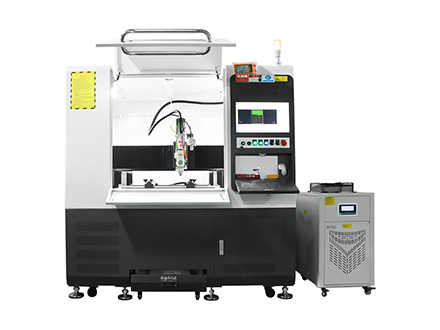
锂离子电池、动力电池激光焊接
来源:深圳市镭康机械设备有限公司发表时间:2018-10-15
电池激光焊接机购买请咨询镭康激光!
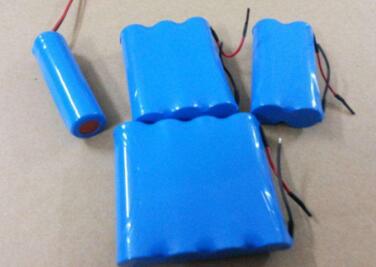
锂离子电池因其比能量高,循环寿命长,自放电率低,无记忆功能而广泛应用于各种电子设备(如手机,笔记本电脑,PDA,数码相机,数码摄像机等)。效果无污染。除了运输(巡逻车,电动自行车,电动车等),它已成为中国能源部门支持的高科技产业。
动力电池是指电动汽车中使用的电池。与小容量电池(如手机,笔记本电池等)相比,它具有大容量和输出功率,可用于电动车驱动电源和大型移动电源应用。二次电池。锂离子电池或电池组的制造工艺很多,有许多工艺,如防爆阀密封焊,接头焊接,软接头焊接,头盔点焊,电池壳密封焊接,模块和PACK焊接。激光焊接是最好的工艺。用于焊接动力电池的材料主要是纯铜,铝和铝合金,不锈钢等。

1,电池防爆阀焊接
电池的防爆阀是电池密封板上的薄壁阀体。当电池内压超过规定值时,防爆阀体破裂,防止电池爆裂。安全阀巧妙地构造,这个过程对激光焊接过程非常严格。在连续激光焊接之前,通过脉冲激光焊接电池的防爆阀。通过焊点和焊点的重叠和覆盖实现了连续密封焊接,但焊接效率低,密封性能相对较差。连续激光焊接可实现高速,高质量的焊接,并确保焊接稳定性,焊接效率和良率。
2,电池耳焊
突片通常分为三种材料,电池的阳极由铝(Al)材料制成,负极由镍(Ni)材料或铜镍(Ni-Cu)材料制成。在动力电池的制造过程中,其中一个连接是将电池接头焊接到电线杆上。在二次电池的制造中,必须将其与另一个由铝制成的安全阀一起焊接。焊接不仅可以确保极和极之间的可靠连接,还需要光滑美观的焊接。
3,电池采用点焊
电池杆中使用的材料包括纯铝带,镍带,铝镍复合带和少量铜带。电池极的焊接通常使用脉冲焊接机。随着IPG QCW准连续激光器的出现,它也被广泛用于电池条焊接,并且由于其良好的光束质量,焊点可以做得非常小。它在焊接高反射率铝带,铜带和窄带电池条(带宽小于1.5 mm)方面具有独特的优势。
4,动力电池外壳和盖子密封焊接
动力电池的外壳材料是铝合金和不锈钢,其中铝合金是最常见的,一般是3003铝合金,少数是使用纯铝。不锈钢是最好的激光焊接材料,特别是304不锈钢,无论是脉冲激光还是连续激光,都能获得具有良好外观和性能的焊缝。根据所使用的焊接方法,铝和铝合金的激光焊接性能略有不同。除纯铝和3系铝合金外,脉冲焊接和连续焊接都没有问题。另一系列铝合金最佳选择用于连续激光焊接以降低裂纹敏感性。同时,根据动力电池壳体的厚度,选择具有合适功率的激光器。当外壳的厚度小于1mm时,可以考虑1000W或更小的单模激光,并且对于1mm的厚度,需要1000W或更大的单模或多模激光或者更多。
小容量锂电池通常使用相对薄的铝壳(具有约0.25mm的厚度)和诸如18650的钢壳。由于壳体的厚度,这种电池的焊接通常使用较低功率的激光器。使用连续激光焊接薄壳锂电池,效率可提高5到10倍,外观和密封性更好。因此,在该应用领域中存在逐渐取代脉冲激光的趋势。
5,动力电池模块和包焊接
动力电池之间的串联连接通常通过焊接连接件和单电池来完成。正极和负极的材料不同,通常有两种材料,铜和铝。由于铜和铝之间通过激光焊接形成的脆性化合物,不可能形成脆性化合物。为了满足使用要求,通常采用超声波焊接,铜和铜,铝和铝一般采用激光焊接。同时,由于铜和铝传热非常快,并且激光反射率很高,连接件的厚度相对较大,因此需要使用更高功率的激光来实现焊接。
激光焊接锂电池的特点
从锂电池的制造到电池组件PACK,焊接是一个重要的制造工艺。锂电池的导电性,强度,气密性,金属疲劳性和耐腐蚀性是典型的电池焊接质量评价标准。 。焊接方法和焊接工艺的选择将直接影响电池的成本,质量,安全性和一致性。激光焊接由于其焊接安全可靠,技术精确,环保等优点,已成为众多焊接任务的首选。
下一篇:不锈钢酒壶激光焊接
上一篇:马口铁罐激光刻字机、打标机
- 2026-05-08精密焊接导丝激光焊接机赋能高端制造
- 2025-03-28医疗精密焊接针管激光焊接机
- 2023-02-06光纤激光打标机的使用寿命很长 那是为什么呢?-镭康激...
- 2022-11-15内窥镜蛇骨激光切割机样品(激光切割的优势)-镭康激...
- 2022-11-09激光焊接机应用在医疗器材有多大的好处-镭康激光
- 2022-11-09激光打标机对彩色不锈钢的应用有什么不同?-镭康激光
- 2022-11-09激光焊接机焊接处有缺口原因是为什么?-镭康激光
- 2022-11-09激光打标机在打标延时怎么处理-镭康激光
- 2022-11-09光纤激光切割机工作的情况如何?-镭康激光
- 2022-11-01激光焊接机氪灯不能触发怎么解决-镭康激光

 粤公网安备 44030602002775号
粤公网安备 44030602002775号
