

新闻资讯







联系方式
- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市宝安区福永街道新和社区福园一路华发工业园Α4栋3楼
铝板、铝型材激光焊接工艺
来源:深圳市镭康机械设备有限公司发表时间:2019-08-08
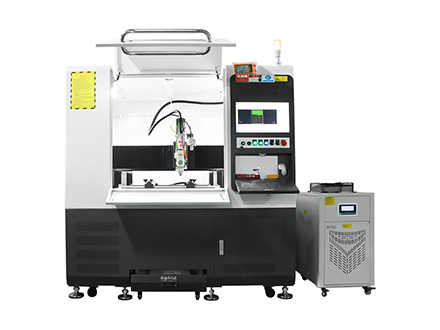
激光焊铝
激光束焊接是我们最受欢迎的焊接服务之一。该工艺非常适用于快速,清洁的焊接。热影响区域最小化,焊接熔深可达到0.25“铝。激光束焊接可与裂缝敏感材料一起使用,有几种不同类型的激光器可以很好地与铝配合使用,并且通常使用覆盖气体是谨慎的。
焊前准备的量在很大程度上取决于待焊接的铝部件的状况,并且这通常取决于存储条件和迄今为止制造部件所用的机器程序的清洁度。
为避免氧化膜和碳氢化合物污染,必须彻底清洁激光焊接的铝。这通常是通过机械方式实现的,使用不锈钢丝刷,研磨,填充或刮擦以去除任何氧化物。或者,存在利用浸渍在苛性碱溶液和水中的化学清洁方法,其有效去除氧化铝。
 焊接铝的一个非常重要的方面是如何制造接头。必须特别注意加工和装配,因为铝比大多数金属更柔软。污物很容易转移到零件上,然后被推到接头表面下。
焊接铝的一个非常重要的方面是如何制造接头。必须特别注意加工和装配,因为铝比大多数金属更柔软。污物很容易转移到零件上,然后被推到接头表面下。
激光焊接需要相当精确的接头,以保持允许的间隙和不匹配。良好的焊接夹具是必要的,以便可以精确地放置激光束。因此,激光焊接和切割本质上是机器引导的过程。
装配公差为材料厚度的15%是理想的。
剪切边缘是可接受的,只要它们是直的和方形的。
零件的不对中和不平整度应小于材料厚度的25%。
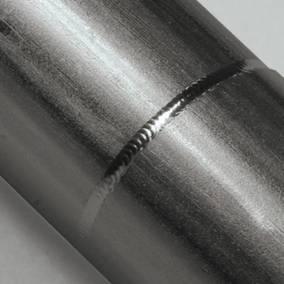
搭接(烧穿或缝焊):
要进行搭接焊接的零件之间的气隙严重限制焊接熔深和/或进给速度。
对于铝制圆形焊缝,除非可以在整个焊接区域保持惰性气体覆盖,否则不能容许间隙。
圆角接头:
由于铝的高收缩率,这种接头配置特别适合。
方形边缘和良好的装配也是必要的。
激光束焊接是我们最受欢迎的焊接服务之一。该工艺非常适用于快速,清洁的焊接。热影响区域最小化,焊接熔深可达到0.25“铝。激光束焊接可与裂缝敏感材料一起使用,有几种不同类型的激光器可以很好地与铝配合使用,并且通常使用覆盖气体是谨慎的。
焊前准备的量在很大程度上取决于待焊接的铝部件的状况,并且这通常取决于存储条件和迄今为止制造部件所用的机器程序的清洁度。
为避免氧化膜和碳氢化合物污染,必须彻底清洁激光焊接的铝。这通常是通过机械方式实现的,使用不锈钢丝刷,研磨,填充或刮擦以去除任何氧化物。或者,存在利用浸渍在苛性碱溶液和水中的化学清洁方法,其有效去除氧化铝。
激光焊接需要相当精确的接头,以保持允许的间隙和不匹配。良好的焊接夹具是必要的,以便可以精确地放置激光束。因此,激光焊接和切割本质上是机器引导的过程。
装配公差为材料厚度的15%是理想的。
剪切边缘是可接受的,只要它们是直的和方形的。
零件的不对中和不平整度应小于材料厚度的25%。
搭接(烧穿或缝焊):
要进行搭接焊接的零件之间的气隙严重限制焊接熔深和/或进给速度。
对于铝制圆形焊缝,除非可以在整个焊接区域保持惰性气体覆盖,否则不能容许间隙。
圆角接头:
由于铝的高收缩率,这种接头配置特别适合。
方形边缘和良好的装配也是必要的。
下一篇:振镜激光焊机焊接工艺
上一篇:脉冲激光与光纤连续激光的区别
相关推荐
- 2026-06-24钟表激光切割机功能性零件切割和钻孔
- 2026-05-08精密焊接导丝激光焊接机赋能高端制造
- 2025-03-28医疗精密焊接针管激光焊接机
- 2023-02-06光纤激光打标机的使用寿命很长 那是为什么呢?-镭康激...
- 2022-11-15内窥镜蛇骨激光切割机样品(激光切割的优势)-镭康激...
- 2022-11-09激光焊接机应用在医疗器材有多大的好处-镭康激光
- 2022-11-09激光打标机对彩色不锈钢的应用有什么不同?-镭康激光
- 2022-11-09激光焊接机焊接处有缺口原因是为什么?-镭康激光
- 2022-11-09激光打标机在打标延时怎么处理-镭康激光
- 2022-11-09光纤激光切割机工作的情况如何?-镭康激光

 粤公网安备 44030602002775号
粤公网安备 44030602002775号
