

新闻资讯







联系方式
- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市宝安区福永街道新和社区福园一路华发工业园Α4栋3楼
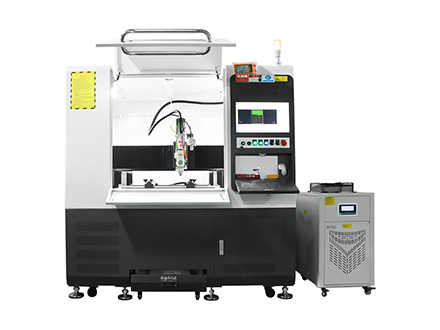
变速器齿轮激光焊接
来源:深圳市镭康机械设备有限公司发表时间:2018-10-12
近年来,激光焊接技术在传动齿轮焊接中的优势越来越明显,越来越受到重视,这是未来发展的主要趋势。
由于机床加工技术的限制,具有复杂形状和结构的齿轮组件难以或甚至不可能加工成单件。为了提高生产效率,通常将其加工成两个或更多个单件,然后通过焊接工艺组合成一个组件。在应用激光焊接之前,通常通过电阻焊接,感应焊接,电子束焊接等进行齿轮焊接。
由于机床加工技术的限制,具有复杂形状和结构的齿轮组件难以或甚至不可能加工成单件。为了提高生产效率,通常将其加工成两个或更多个单件,然后通过焊接工艺组合成一个组件。在应用激光焊接之前,通常通过电阻焊接,感应焊接,电子束焊接等进行齿轮焊接。
与上述焊接工艺相比,激光焊接齿轮不需要在真空中进行,可以避免焊接变形,从而保证焊接齿轮不需要精加工。不仅如此,激光焊接可使焊缝宽宽比达到10:1,焊缝具有与母材相当或更好的综合机械性能,确保齿轮传递大扭矩。因此,齿轮的激光焊接已成为当今发展的主要趋势。目前,世界各大汽车制造商都在竞相使用激光焊接传动复合齿轮来提高产品在国际市场上的竞争力。在中国,越来越多的单位使用激光焊接汽车齿轮。

激光焊接传动齿轮的工艺顺序是:1焊接清洗:一般安排在以前的焊接过程中。在试验中,选择无水乙醇代替工业清洁剂,用于在焊接前清洁表面。 2压配:必须先将已清洁的齿轮压入。压配是按下待焊接的两个部件并紧紧地压在一起。入射激光光斑和间隙的偏移组非常准确。由于激光束的聚焦点很小,焊接需要高精度定位,并且位置偏差的最大允许值由聚焦光斑的半径确定,通常≤0.1mm。 3预热(可选):为了避免焊接裂纹,根据零件的材料和加工状态,有时需要在焊接前预热,特别是对于碳含量高的部件或经过热处理渗碳和淬火的部件。 4激光焊接,图3是焊后齿轮。焊缝横截面如图4所示.5焊后检查:通常,焊缝被切开以进行显微镜观察或超声波探伤。目视检查需要较少的焊接飞溅,较少的测试面飞溅,以及较少的内部通风口和收缩孔。
下一篇:激光焊接与波峰焊的区别
上一篇:激光焊接有裂纹解决方案
相关推荐
- 2026-05-08精密焊接导丝激光焊接机赋能高端制造
- 2025-03-28医疗精密焊接针管激光焊接机
- 2023-02-06光纤激光打标机的使用寿命很长 那是为什么呢?-镭康激...
- 2022-11-15内窥镜蛇骨激光切割机样品(激光切割的优势)-镭康激...
- 2022-11-09激光焊接机应用在医疗器材有多大的好处-镭康激光
- 2022-11-09激光打标机对彩色不锈钢的应用有什么不同?-镭康激光
- 2022-11-09激光焊接机焊接处有缺口原因是为什么?-镭康激光
- 2022-11-09激光打标机在打标延时怎么处理-镭康激光
- 2022-11-09光纤激光切割机工作的情况如何?-镭康激光
- 2022-11-01激光焊接机氪灯不能触发怎么解决-镭康激光

 粤公网安备 44030602002775号
粤公网安备 44030602002775号
