

新闻资讯







联系方式
- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市宝安区福永街道新和社区福园一路华发工业园Α4栋3楼
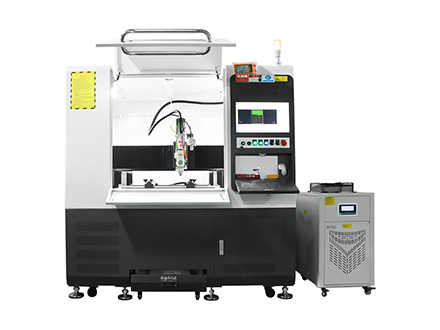
钛金属、钛合金激光焊接
来源:深圳市镭康机械设备有限公司发表时间:2019-08-09
激光焊接钛
激光焊接是焊接钛的理想选择。如果零件清洁和气体盖板处理得当,该过程将以合理的成本产生高质量的焊接。通常,激光焊接熔深可达到0.325“钛。
钛是一种轻质金属,具有优异的耐腐蚀性和任何金属元素的最高强度 - 密度比。它是许多应用的理想材料,从超轻型航空航天零件到人造关节再到植入式医疗设备。
在钛焊接过程中,有两种基本方法可以操作激光,可以是一系列脉冲,也可以是连续光束。

在连续波激光焊接中,梁被施加稳定状态,并且在工件移动时移动穿过工件或保持静止。当前缘的钛熔化而后缘冷却时,产生钥匙孔型焊缝。为了避免零件的热变形,连续波激光器需要以每分钟25到100英寸的速度进给,这对于安全和精确的手动激光焊接来说太快了。
钛可以用脉冲或连续波焊接焊接。脉冲激光焊接对于需要最小热输入的浅焊缝是优选的。如果应用需要更大的穿透深度,则连续波激光焊接更合适。
下一篇:脉冲激光与光纤连续激光的区别
上一篇:紫铜、黄铜、铜件激光焊接
相关推荐
- 2026-05-08精密焊接导丝激光焊接机赋能高端制造
- 2025-03-28医疗精密焊接针管激光焊接机
- 2023-02-06光纤激光打标机的使用寿命很长 那是为什么呢?-镭康激...
- 2022-11-15内窥镜蛇骨激光切割机样品(激光切割的优势)-镭康激...
- 2022-11-09激光焊接机应用在医疗器材有多大的好处-镭康激光
- 2022-11-09激光打标机对彩色不锈钢的应用有什么不同?-镭康激光
- 2022-11-09激光焊接机焊接处有缺口原因是为什么?-镭康激光
- 2022-11-09激光打标机在打标延时怎么处理-镭康激光
- 2022-11-09光纤激光切割机工作的情况如何?-镭康激光
- 2022-11-01激光焊接机氪灯不能触发怎么解决-镭康激光

 粤公网安备 44030602002775号
粤公网安备 44030602002775号
