

新闻资讯







联系方式
- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市宝安区福永街道新和社区福园一路华发工业园Α4栋3楼
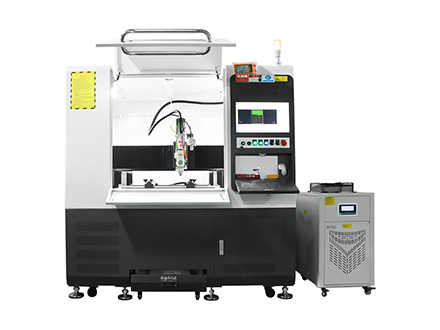
紫铜、黄铜、铜件激光焊接
来源:深圳市镭康机械设备有限公司发表时间:2019-08-09
铜用于广泛的应用,因为它具有延展性和电导热性能。其导热系数约为385.0 W / mK,熔点为1,984°F / 1,085°C。
铜高度反射激光,尤其是红外激光。因此,需要大量功率才能使铜耦合。然而,随着其温度的升高,其吸收热量的能力也随之升高,并且在其熔点处,铜变得高度吸收,并且喷出和喷溅的机会急剧增加。由于铜的高导热性,通过施加过多的热量很容易变形并损坏零件。避免这种情况的方法包括使用具有较短波长或特定颜色(绿色)的激光以及小心地增加激光功率强度。
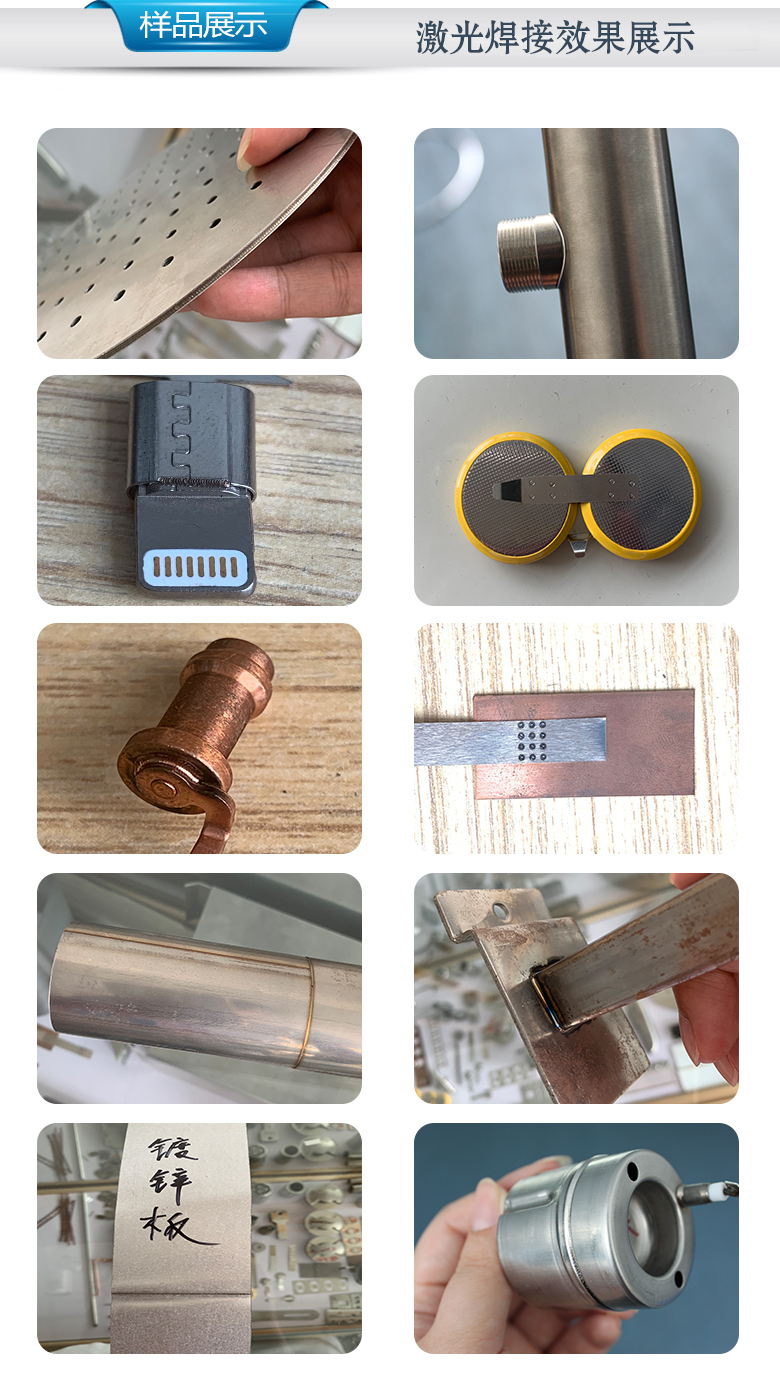 一致的焊缝要求熔池光滑,即使在凝固时也是如此。然而,铜具有低粘度熔池 - 远低于钢或铝 - 并且易于波纹和运动。与其他材料(例如钢)相比,铜也快速固化,导致焊缝具有不规则的形态,并且焊缝间隙填充不良。对于铜,激光本身会在熔池中产生波浪和水流,从而导致整个湍流。在镭康激光,我们开发了带有长椭圆形熔池的铜焊缝,以便在凝固之前在池后部减少湍流。这很难实现,需要精确控制热量和进料速度。
一致的焊缝要求熔池光滑,即使在凝固时也是如此。然而,铜具有低粘度熔池 - 远低于钢或铝 - 并且易于波纹和运动。与其他材料(例如钢)相比,铜也快速固化,导致焊缝具有不规则的形态,并且焊缝间隙填充不良。对于铜,激光本身会在熔池中产生波浪和水流,从而导致整个湍流。在镭康激光,我们开发了带有长椭圆形熔池的铜焊缝,以便在凝固之前在池后部减少湍流。这很难实现,需要精确控制热量和进料速度。
与基础材料相比,铜焊缝通常是柔软的,因为铜是非同素异形的并且不发生相变。熔融铜具有粗糙的微观结构,可能易于破裂。该问题根据铜中的氧量而恶化。铜氧化物可与氢反应产生蒸汽,这可导致晶间开裂。使用无氧铜(OFC)或无氧高导热铜(OFHC)可以减轻开裂。仔细使用覆盖气体和控制焊接环境也有助于减轻裂缝并提高焊接质量。
铜高度反射激光,尤其是红外激光。因此,需要大量功率才能使铜耦合。然而,随着其温度的升高,其吸收热量的能力也随之升高,并且在其熔点处,铜变得高度吸收,并且喷出和喷溅的机会急剧增加。由于铜的高导热性,通过施加过多的热量很容易变形并损坏零件。避免这种情况的方法包括使用具有较短波长或特定颜色(绿色)的激光以及小心地增加激光功率强度。
与基础材料相比,铜焊缝通常是柔软的,因为铜是非同素异形的并且不发生相变。熔融铜具有粗糙的微观结构,可能易于破裂。该问题根据铜中的氧量而恶化。铜氧化物可与氢反应产生蒸汽,这可导致晶间开裂。使用无氧铜(OFC)或无氧高导热铜(OFHC)可以减轻开裂。仔细使用覆盖气体和控制焊接环境也有助于减轻裂缝并提高焊接质量。
下一篇:钛金属、钛合金激光焊接
上一篇:电池激光焊接技术与应用
相关推荐
- 2026-06-24钟表激光切割机功能性零件切割和钻孔
- 2026-05-08精密焊接导丝激光焊接机赋能高端制造
- 2025-03-28医疗精密焊接针管激光焊接机
- 2023-02-06光纤激光打标机的使用寿命很长 那是为什么呢?-镭康激...
- 2022-11-15内窥镜蛇骨激光切割机样品(激光切割的优势)-镭康激...
- 2022-11-09激光焊接机应用在医疗器材有多大的好处-镭康激光
- 2022-11-09激光打标机对彩色不锈钢的应用有什么不同?-镭康激光
- 2022-11-09激光焊接机焊接处有缺口原因是为什么?-镭康激光
- 2022-11-09激光打标机在打标延时怎么处理-镭康激光
- 2022-11-09光纤激光切割机工作的情况如何?-镭康激光

 粤公网安备 44030602002775号
粤公网安备 44030602002775号
